GALLERY








TECHNICAL DATA
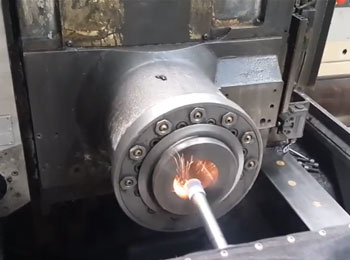
FENER MİLİ (SPINDLE)TAŞLAMA
1987 Yılından bu yana hassas tutucu takım ve pens imalatı yapmakta olan DEĞERLİ MAKİNA tecrübesi ve kalitesiyle firmanızda makina üzerinde DIN 69893 normuna göre AT3 yüzey teması ve Ra max : 0.16 µm toleranslarında fener mili taşlama işlemini yapmaktayız.
CNC tezgahlarınızın (köprü tipi - yatay – dikey işleme merkezi) fener mili salgı ve çarptırmaya bağlı hasarlarınızın giderilmesi ayrıca Japon Alman ve Kore menşeili CNC tezgahlarınızdaki çarptırmaya bağlı fener mili değişimini yapmadan önce bizden bilgi alınız. Tüm BT-BBT-SK-HSK fener millerini ilk günkü hassasiyet ve toleranslarında taşlayabilmekteyiz
DEĞERLİ MAKİNA farkını işlem sonu kontrollerin yapıldığı videolarda görebilirsiniz. Kontrollerde kullanılan ISO R230 normuna göre A=300 mm takım tezgahları fener mili (iş mili) kontrol mastarı, DIN 69871 SK-MAS/403 BT çekme kuvveti aparatı ve işlem sırasında kullanılan ISO 7388 kontrol mastarları firmamız tarafından üretilmiştir. İşlem öncesi kullanılan komperatör saati MITUTOYO analog hassasiyet 0,01 mm; İşlem sonrası kullanılan komperatör saatleri MITUTOYO analog – dijital hassasiyet 0,001 mm dir.
Fener mili sökülmeyeceği için zaman kaybı ,sökme takma maliyeti, rulman değişimi ve en önemlisi orijinal montajlı halinin getirdiği hassasiyetin bozulmamasıdır.
Proses esnasında kullanılan ekipmanlar en üst seviye kalitedeki ürünlerdir. Kontrol ekipmanları ISO normuna uygun kalibre edilmiş ve raporlandırılmıştır. Proses sonunda fener mili salgısı ve çekme kuvveti testleri yapılmaktadır.
Taşlama işlemi konusunda uzman personelimiz tarafından taşlama tekniğine uygun malzeme, makine, ölçme tekniği ve kontrol ekipmanları ile yapılmaktadır.
FENER MİLİ KONİKLERİNDEKİ HATALAR ve BELİRTİLERİ
İş parçası yüzey kalitesindeki bozulmalar,
Tekrarlanabilirlik ve hassasiyetlerin kaybolması,
Kesici takım kırılmaları ve çabuk körelmesi sonucu takım maliyetlerinin artması ve performans kaybı,
Deli büyütme (Bara) ile işleme operasyonlarında ovallik oluşması,
Yüzey frezelemede yüzey kalitesinin bozulması; dalgalanma ve izlerin artması,
Takım değiştirmede aynı takımın farklı salgı değerlerinde dönmesi,
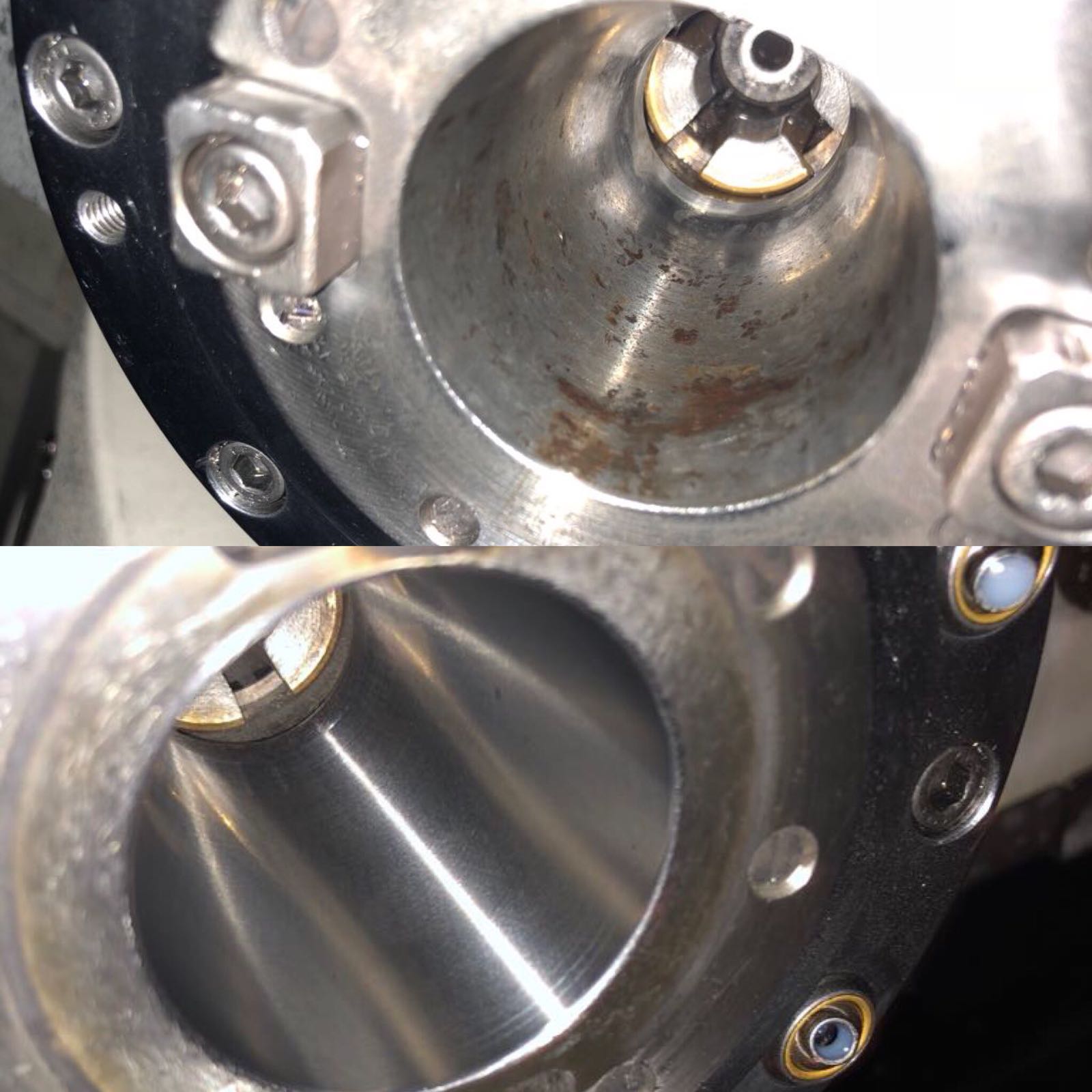
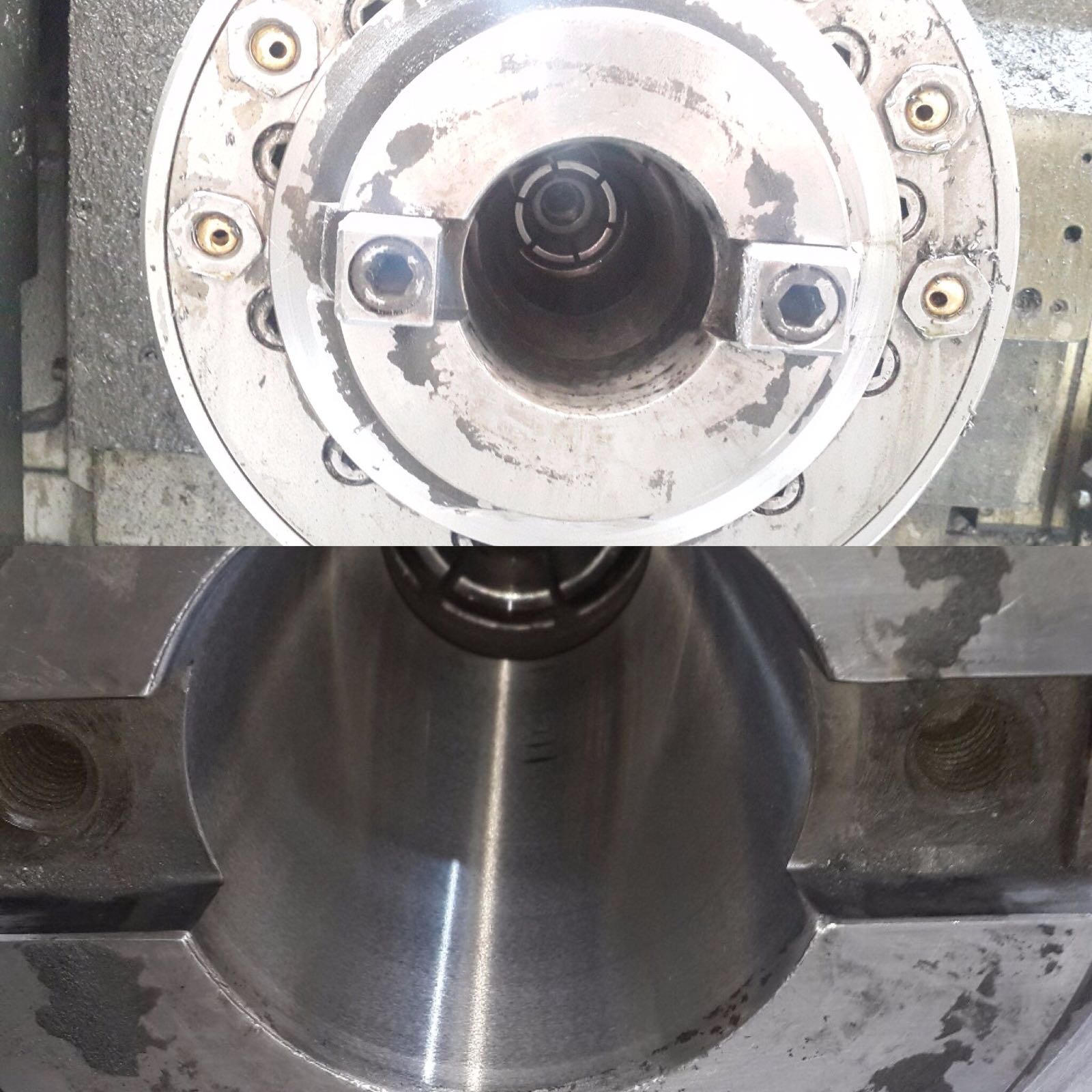
Takım tutucu koniklerinin bozulması ve kısa sürede izler oluşması,
Takım tutucu konikleri üzerinde bakır renk ve pas oluşması,
Salgıdan dolayı oluşan balansdan rulmanları bozması,
Kesici takımın salgılı dönmesinden dolayı iş parçasının bozulması,